工控及自动化产品选型 打造高效可靠自动化控制系统的关键步骤

在工业4.0和智能制造浪潮的推动下,工控及自动化产品的选型已成为企业实现高效生产、提升竞争力的核心环节。一个科学、合理的选型过程,不仅关乎自动化控制系统的初始性能,更影响着其长期运行的稳定性、可扩展性与总体拥有成本。本文将系统阐述自动化控制产品选型的关键考量因素与实施步骤,为工程师与决策者提供清晰的指引。
一、明确需求与定义系统目标
选型的首要步骤是深入分析工艺需求与系统目标。这包括:
- 工艺分析:详细理解被控对象的特性(如温度、压力、流量、运动轨迹)、控制精度要求、响应速度以及生产节拍。
- 功能定义:明确系统需要实现的基本控制(逻辑控制、过程控制、运动控制)、数据采集与监控(SCADA)、人机交互(HMI)以及是否需要与上层企业系统(如MES、ERP)集成。
- 性能指标:确定关键性能指标(KPI),如系统可用性(uptime)、平均无故障时间(MTBF)、控制周期、网络通信实时性等。
二、核心产品选型考量
在需求明确的基础上,对以下核心组件进行综合评估:
- 控制器(PLC/PAC/IPC):
- 类型选择:根据控制复杂度选择可编程逻辑控制器(PLC)、可编程自动化控制器(PAC)或工业个人计算机(IPC)。简单逻辑控制多用PLC,复杂过程与数据集成场景倾向PAC或IPC。
- 性能参数:关注I/O点数(并预留20%-30%余量)、处理速度(扫描周期)、内存容量、支持的编程语言(IEC 61131-3标准)。
- 可靠性与环境适应性:考察产品的工作温度范围、抗振动、抗电磁干扰能力,以及是否适用于特定环境(如防爆、高湿)。
- 输入/输出(I/O)模块:
- 信号匹配:准确匹配现场传感器的信号类型(数字量/模拟量、电压/电流)与执行机构的需求。
- 分布与扩展:根据设备布局,选择集中式或分布式I/O系统。分布式I/O(如基于PROFINET、EtherNet/IP)能大幅节省布线成本与时间。
- 特殊功能:考虑是否需要高速计数、位置控制、温度直接测量等特殊功能模块。
- 人机界面(HMI)与监控系统:
- 操作需求:屏幕尺寸、分辨率、触摸类型(电阻/电容)需符合操作员习惯与环境。
- 软件功能:评估其图形化能力、报警管理、数据记录、报表生成以及与控制器、数据库的通信便捷性。
- SCADA系统:对于大型分布式系统,需选型功能强大的SCADA软件,重点关注其开放性、可扩展性、网络安全功能及历史数据管理能力。
- 驱动与运动控制产品:
- 根据负载特性(力矩、惯量)和运动要求(速度、精度)选择合适的伺服驱动器、伺服电机或变频器。
- 关注控制总线(如EtherCAT、PROFINET IRT)对多轴同步性能的支持。
- 通信与网络:
- 网络协议:选择与企业现有设施兼容且面向未来的工业以太网协议(如PROFINET、EtherNet/IP、EtherCAT、Modbus TCP/IP)。确保实时性、确定性与带宽满足要求。
- 网络设备:选择工业级交换机、路由器,并考虑网络冗余(如环网)设计以提升可靠性。
三、选型的关键原则
- 可靠性优先:工业环境严苛,产品的平均无故障时间(MTBF)、品牌口碑、行业应用案例是重要参考。
- 开放性与兼容性:优先选择支持标准接口和协议的产品,避免被单一供应商“锁定”,便于未来系统扩展与集成。
- 全生命周期成本(TCO):不仅要考虑采购成本,更要评估安装调试、编程维护、培训、升级以及能耗等长期成本。
- 供应商支持与服务:考察供应商的技术支持能力、备件供应速度、本地化服务网络以及软件工具的易用性和文档完整性。
- 面向未来:考虑技术的演进趋势,如IT/OT融合、工业物联网(IIoT)接入能力、网络安全功能等,确保系统具备一定的前瞻性。
四、实施流程建议
- 成立跨部门选型小组:汇集工艺、设备、电气、IT及采购部门人员。
- 市场调研与初选:收集多家主流供应商的产品资料、解决方案和成功案例。
- 技术评估与方案对比:制定详细的评估清单(Checklist),对初选方案进行打分比较。必要时可搭建原型(PoC)进行关键功能测试。
- 综合决策与采购:结合技术评分、成本分析和供应商评估,做出最终决策。
- 标准化与归档:将选型规范、决策依据归档,为企业后续项目建立标准化参考。
###
工控及自动化产品的选型是一个多目标权衡的系统工程,没有“最好”的产品,只有“最合适”的系统方案。唯有坚持以实际需求为出发点,遵循科学严谨的选型流程,统筹考虑技术、成本与未来发展,才能构建出稳定、高效、智能且易于维护的自动化控制系统,从而为企业创造持久的价值与竞争优势。
最新产品

巨能股份冲刺北交所 扛鼎宁夏“机器人第一股”,科技引领全国战略新征程

10月工控自动化大事速览

赋能工业未来 西门子自动化中华区一级代理与工控驱动产品解析

全球工业自动化巨头盘点 西门子与松下榜上有名,谁最牛?
工控自动化设计 构建高效、可靠的自动化控制系统
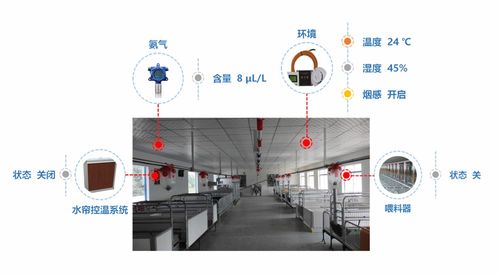
山东养猪场转型升级 自动化控制与智能化猪舍管理系统的实践

特价供应LA38-11/203与LA39-11/203控制按钮 价格、厂家与图片一览

东莞市李群自动化设备 自动化成套控制系统产品与解决方案

永宏 FBs-PLC - 永宏控制器 值得信赖的国产品牌 - 工控新闻

透明工厂映初心,自动化控制见真章——环翠区市场监督管理局“政府开放日”活动纪实